Mitchell Lewis & StaverMitchell Lewis & Staver
Engineering Pump Efficiency



Commercial & Industrial
The Mitchell’s Industrial and Commercial product portfolio is expansive, providing complete solutions for the wide-ranging challenges these unique applications present.
Whether it is new construction of a food processing facility, retrofits to an existing wastewater treatment plant, replacement pumps at a mine, upgrades to a pulp and paper mill, or virtually anything else you can imagine, our dedicated team of application specialists and engineers works with you to develop solutions to your most complex system requirements.
We provide quality pump products from leading manufacturers, from individual components, to kits, to fully assembled pumps and systems.

Booster Pumps
Used to increase the pressure of liquid that is already flowing.

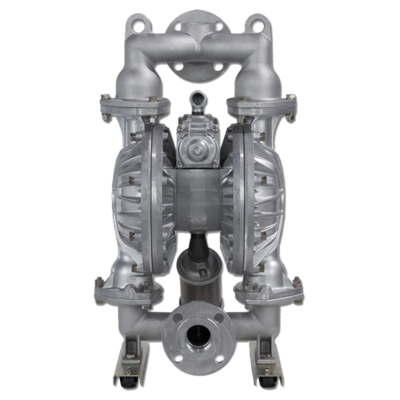
Centrifugal Pumps
Highly configurable pump for nearly any application.


Submersible Well Pumps
In-ground solution with submersed pump and motor.

Turbine Pumps
Multi-stage pumps in various styles for use in a variety of industries.

Wastewater Pumps
For transferring sewage liquids and solids.
A quality motor will provide the water movement and pressure your project needs while operating safely and without the need for frequent servicing. Every motor we supply is built to the highest industry standards for long-lasting support of your well or system.


For projects large and small, we have the drive solution to meet your needs and budget. NEMA/IP-rated and configured for maximum energy efficiency and whole system protection.



Pressure tanks and above-ground storage tanks are available in stock, or custom made to strict FDA specifications. Available in a wide range of sizes and pressure ratings.

Pressure Tanks
For regulating water pressure from well pumps

By partnering with several major manufacturers, we source and select the best combination of high-performance and energy-efficient components for your application.
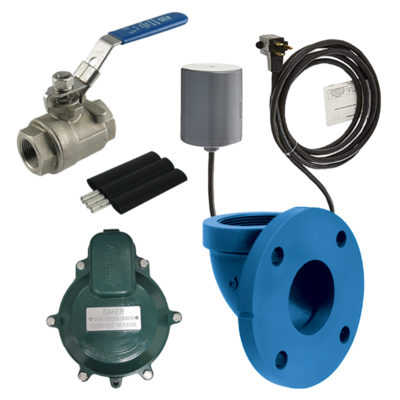
No project is complete without the parts and accessories to get the job done. We carry a wide selection of products to support installs, maintenance and system repairs.